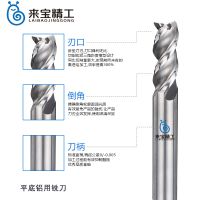
| 品牌:来宝精工 | 型号:铝用铣刀 | 材质:钨钢 |
| 类型:平铣刀 | 是否进口:否 | 产地:德国 |
| 货号:来宝精工 | 球头直径(mm):无 | 倒角角度:40° |
| 中心最小切削直径(mm):12mm | 轮廓半径(mm):6mm | 切削直径(mm):12-20mm |
| 最大切深:60mm | 周边有效切削刃数:4刃 | 功能长度(mm):30-60mm |
| 螺旋角:40° | 柄部形式:直柄 | 柄部直径(mm):12-20mm |
| 制式:立铣刀 | 有用长度(mm):30-60mm | 系列:铝用铣刀 |
| 切削刃形式:中心切削 | 槽数:4 | 刃长:30mm |
| 刃径:12mm | 柄径:12mm | 全长:75mm |
| 是否涂层:涂层 | 适用机床:铣床 | 加工范围:铝合金材料加工专用 |
| 规格(直径*全长):12*75mm | 订货号:AES | 最大切削直径(mm):20mm |
| 是否跨境货源:否 |
来宝精工加工铝件用什么刀具,德国进口钨钢铣刀
来宝精工加工铝件用什么刀具,德国进口钨钢铣刀,许多人会问加工铣削铝合金用什么进口数控刀具品牌?目前采用的加工铝件主要分为变形铝合金与铸造铝合金两大类,那么加工铝合金用什么铣刀,是不是用铝合金专用铣刀或铝合金专用刀具,其加工效率更好?本文从铝合金的铣削特点,加工刀具,切削参数几个方面来谈谈加工铝合金用什么铣刀。
一、铝合金的加工特点
铣削铝合金主要有如下几大特点;
1、铝合金硬度低
相比钛合金与其它淬火钢,铝合金的硬度较低,当然热处理过,或者压铸铝合金的硬度也很高。普通铝板的HRC硬度一般都在HRC40度以下。因此在加工铝合金时,刀具的负载小。又因为铝合金的导热性能较佳,铣削铝合金的切削温度比较低,可以提高其铣削速度。
2、铝用合金塑性低
铝合金的塑性低,熔点也低。加工铝合金时其粘刀问题严重,排屑性能较差,表面粗糙度也比较高。其实加工铝合金主要就是粘刀与粗糙度效果不好。只要解决粘刀,加工表面质量这两大问题,铝合金加工的问题就迎刃而解了。
3、刀具易磨损
因为采取不适合的刀具材料,加工铝合金时,往往因为粘刀,排屑等问题导致刀具磨损加快。
二、加工铝合金用什么铣刀
加工铝合金一般用3刃铝用铣刀,其次因为加工情况的差异,很可能会用到2刃球头刀,或4刃平底刀。来宝精工建议大多数情况下,可以选用3刃平底铣刀。刃数一般是3刃,材料一般选择整体硬质合金,这样可以减少刀具与铝合金的化学亲和力。一般数控刀具品牌都有加工铝合金专用铣刀系列产品,如来宝精工,铝合金专用系列的刀具采用科学的刀型设计,***的刃口处理技术,非常好的加工表面效果,适用于铝合金材料高效率加工。
三、铣削铝合金的切削参数
加工普通铝合金一般可以选择高速大进给铣削。其次尽可能选择较大的前角,增大容屑空间,减少粘刀的现象。如果是精加工铝合金,则不能采用水剂切削液,避免在加工表面形成小针孔,一般可以采用煤油或者柴油做加工铝板的切削液。
加工铝合金铣刀的切削速度,因铣刀的材质与参数,加工工艺的不同而有差异。来宝精工加工铝件用什么刀具,德国进口钨钢铣刀,具体的切削参数可以参考厂家给的切削参数为基础进行加工。