| 品牌:来宝 | 型号:球头铣刀 | 材质:钨钢 |
| 类型:平铣刀 | 是否进口:否 | 产地:东莞 |
| 货号:LB001 | 球头直径(mm):0.5 | 倒角角度:30° |
| 中心最小切削直径(mm):1 | 轮廓半径(mm):2 | 切削直径(mm):4 |
| 最大切深:20 | 周边有效切削刃数:2 | 功能长度(mm):12 |
| 螺旋角:25° | 柄部形式:直柄 | 柄部直径(mm):4 |
| 制式:立式 | 有用长度(mm):20 | 系列:立铣刀 |
| 切削刃形式:中心切削 | 槽数:2 | 刃长:12mm |
| 刃径:1mm | 柄径:4mm | 全长:50mm |
| 是否涂层:涂层 | 适用机床:铣床 | 加工范围:汽车、手机、模具 |
| 规格(直径*全长):1*50mm | 订货号:LB001 | 最大切削直径(mm):12 |
| 是否跨境货源:否 |
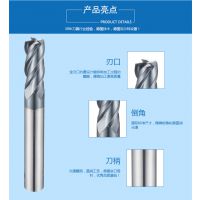
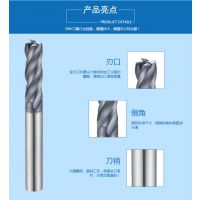
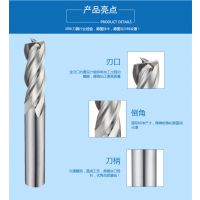
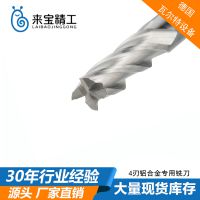
45度2刃球头铣刀,55度2刃钨钢铣刀,60度2刃平铣刀
东莞市来宝精密工业有限公司成立于2005年,坐立于模具五金制造重镇——东莞长安,迄今已有十多年的生产经验。本公司占地面积5000平方米,员工100多人,其中专业技术人员占80%以上。公司拥有一支年轻、务实、团结、精干的队伍,技术力量雄厚,拥有***的生产设备和检测仪器,质量稳定可靠。因多年与跨国集团公司合作,对技术、服务有自己独到见解和实战经验。公司产品主要涉及硬质合金(钨钢)刀具、钻头及各类整体合金非标成型刀具、钻头;为客户专业提供刀具、钻头设计、应用整体解决方案、售后服务完善、深受国内外用户信赖。
我司主打产品为铣、钻,专业生产各种钨钢切削刀具及一次成型组合刀(整体钨钢刀具类:圆棒、塞规、环规、钻咀、台阶钻、铣刀、R刀,各类铣刀片、涂层刀、铰刀及车铣刀片、(错齿)铣刀片、燕尾槽铣刀、焊接粒式铣床刀、焊刃式成型钻等)。本公司开发了苹果专用刀具,适用于iphone和ipad,承接各类特殊形状非标制品的设计及生产制造,广泛应用于模具、IT数码产品、汽车、五金制造、发动机行业。
本公司集生产、销售、科研、外贸于一体,为客户提供良好的售后服务,长期以来***“***、高品质、高素质”互惠互赢的服务宗旨并开展多元化的市场经营管理模式为导向,***产品品质的优越性和售后服务,提倡公平兢争追求永无境止的创业精神为业绩,并被五金协会评为副会长称号。我们为康佳、华擎、派高、唐锋、罗马仕、东风日产、比亚迪、一汽大众、康奈可、优尼等多家客户提供服务,欢迎各界人士来电洽谈业务!
3.刀具的选用
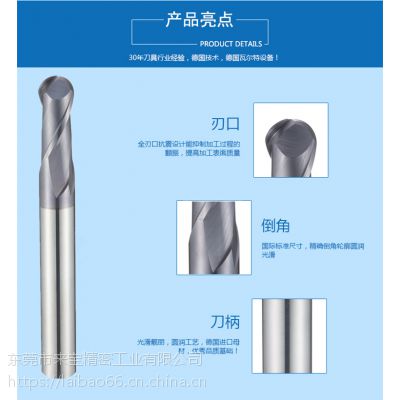
一般会选用直径较小的45度2刃球头铣刀刀具,以降低刀具的成本和减少生产的整体开支。如果想要确保所选用的刀具适于这类的切削加工,那么它必须是专门设计的,不但要适于摆线式切削,而且还要适用于所切削加工的材料。对于高性能的加工而言,刀具采用适当的涂料、材料基质和几何形状是***的。
4.软件
今天,CAD/CAM软件系统中已采用了摆线式刀具路径加工法,甚至还有了进一步的发展。不仅使用了典型的摆线路径,还控制了与材料接触面之间的弧度。从本质上来说,即使进入到圆角或其他复杂的几何形状时,接触量基本上也没有增加。
该刀具在圆角上的加工与其在直线上的切削加工基本上是一样的,这有助于消除表面光洁度和精度的变化。当工件的几何形状变化时,刀具仍然保持恒定压力。
一般来说,在直线加工55度2刃钨钢铣刀(剖面加工)中,如果使用的是10%的径向跨步,那么其接触弧度为37,但是当碰到一个圆角时,该角度就会增加到127。与材料表面接触时产生的这种状况将会增加热量和刀具的压力,造成刀具使用寿命和工件加工质量出现问题。
在圆角处和要求比较严格的区域,一些CAD/CAM软件系统使用摆线型运动将混合路径合并在一起;而在更加开放的部分,则使用传统的刀具路径。对编程人员来说这意味着什么呢?这意味着刀具的预期使用寿命***,加工零件的质量更加稳定。
采用这些新的混合型刀具路径可以轻松地编制出零件的加工程序。您所需要做的事情就是输入典型的信息和理想的径向跨步距离,CAD/CAM系统将会处理其余部分,并控制其与材料接触面的角度。
测试案例
几个试件的编程已被投入到了实际使用中。***个工件是一个6in×4in×(10.5~1in)的6Al4V钛合金块(1in=25.4mm,下同),采用一把直径为0.5in的6排屑槽刀具加工,其进给速度为75in/min和400sfm,其径向切削宽度为0.050in(10%)和轴向深度为1in(2倍)。整个零件由整块材料加工而成,加工时间为15min。
在加工铝材时也采用了相同的60度2刃平铣刀编程方法,并采用了一把直径为0.5in的3排屑槽刀具,它具有减少铝材颤振功能的几何形状。这个零件的切削加工速度为14000r/min和336in/min。整个6in×4in×(0.5~1in)的零件在1.5min的时间内完成加工。在刀具切削圆角时,没有出现刺耳的声音或振动现象,因为即使在圆角的地方,刀具仍然保持着同样的接触面。
在另一个应用实例中,插槽是在一种经过淬火处理的木锉上切削加工的,采用一把直径为3/8in和专门用于切削硬质工具钢的6排屑槽刀具,刀具切削零件的速度为125in/min。
通过使用新的编程技术,难以加工的材料就可以很容易地进行切削。采用直径较小的刀具可以使刀具与材料接触面的弧度减少到***,并且可以控制热量。许多投放到市场中的新型材料,其切削加工往往特别困难,需要根据每种不同的应用领域,采用特定几何形状的刀具。通过使用摆线式刀具路径和混合型摆线刀具路径,才可以顺利地加工这些特殊材料。

45度2刃球头铣刀,55度2刃钨钢铣刀,60度2刃平铣刀