| 品牌:来宝精工 | 型号:镍合金铣刀 | 材质:钨钢 |
| 类型:圆鼻铣刀 | 是否进口:否 | 产地:德国进口 |
| 货号:LB067 | 球头直径(mm):0.5mm | 倒角角度:45° |
| 中心最小切削直径(mm):3mm | 轮廓半径(mm):3mm | 切削直径(mm):3-6mm |
| 最大切深:16mm | 周边有效切削刃数:4刃 | 功能长度(mm):8-16mm |
| 螺旋角:45° | 柄部形式:直柄 | 柄部直径(mm):3-6mm |
| 制式:立铣刀 | 有用长度(mm):8-16mm | 系列:镍合金专用铣刀 |
| 切削刃形式:中心切削 | 槽数:4 | 刃长:8mm |
| 刃径:3mm | 柄径:3mm | 全长:50mm |
| 是否涂层:涂层 | 适用机床:铣床 | 加工范围:镍合金材料加工专用 |
| 规格(直径*全长):3*50mm | 订货号:LB067 | 最大切削直径(mm):6mm |
| 是否跨境货源:否 |
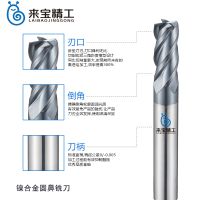
供应【来宝精工】高硬度涂层cnc钨钢圆鼻刀
发动机工作时,活塞承受着高温、高压的热负荷和机械负荷。因此活塞作为汽车发动机中传递能量的一个非常重要的构件,对其材料具有特殊的要求:密度小、质量轻、热传导性好、热膨胀系数小;cnc铣刀并具有足够的高温强度、耐磨和耐蚀性能、尺寸稳定性好。另外还应具有容易制造、成本低廉的特点。
活塞可用铸铁、锻钢、铸钢或铝合金等材料制造。其中,铝合金材料以其质轻、良好热传导性以及较低的热膨胀系数等特点而广泛用于制造活塞。
外圆、端面及止口加工
SVJCR2020K16
粗加工刀片VCGX160408-LC/YD101,铝加工专用槽型,独特的断屑台,大前角及后角使刀片刃口更加锋利,在***刀片有效断屑的情况下,切削更加轻快。
精加工刀片VCGW160408/YCD011,PCD刀具,钨钢铣刀极好的耐磨性和导热性主要用于有色金属和非金属的高速、高效率和高精密切削加工。
销孔加工
钻孔:ZTD系列浅孔钻,良好的刀片安装角度、优化的内冷结构、坚固的钻体,实现高稳定加工的同时可承受更大的进给。
粗镗:模块式双刃可调粗镗刀,齿形接触面***了最够大的接触面积,大大提高了刀具的刚性,可实现双刃同步调节镗削、非同步调节镗削以及不等高镗削等。
精镗:精密镗刀,带中心内冷,提高排屑性能的同时延长刀具使用寿命;每调节刻度环一格相当于移动0.005mm,即直径方向增大或减小0.01mm。
销孔回油槽加工
SMP05三面刃铣刀配合QC系列浅槽刀片,可进行槽铣、插铣、清根等加工。圆鼻刀特殊结构和工艺设计的刀片具有更高的安装精度和加工精度,同一刀片可适装于内孔、外圆车刀杆及沟槽铣削刀杆。
***凹槽加工
专用非标刀具配套ZILD08-LC刀片,量身打造的仿形加工工艺,效***。
S20R-SVQCR刀杆配套VCGX-LC刀片,适合铝合金的高精密仿形加工。
环槽加工
QEFD刀杆配套ZTFD-EG刀片,刀片刃宽可根据工件槽宽而定,高硬度涂层cnc钨钢圆鼻刀刀片制造精度高,可进行精密切槽和车削。