| 品牌:来宝精工 | 型号:镍合金铣刀 | 材质:钨钢 |
| 类型:平铣刀 | 是否进口:否 | 产地:德国进口 |
| 货号:LB065 | 倒角角度:45° | 中心最小切削直径(mm):1mm |
| 轮廓半径(mm):2mm | 切削直径(mm):1-4mm | 最大切深:11mm |
| 周边有效切削刃数:4 | 功能长度(mm):3-11mm | 螺旋角:45° |
| 柄部形式:直柄 | 柄部直径(mm):4-6mm | 制式:立铣刀 |
| 有用长度(mm):1-4mm | 系列:镍合金专用铣刀 | 切削刃形式:中心切削 |
| 槽数:4 | 刃长:3mm | 刃径:1mm |
| 柄径:4mm | 全长:50mm | 是否涂层:涂层 |
| 适用机床:铣床 | 加工范围:镍合金材料加工专用 | 规格(直径*全长):1*50mm |
| 订货号:LB065 | 最大切削直径(mm):4mm | 是否跨境货源:否 |
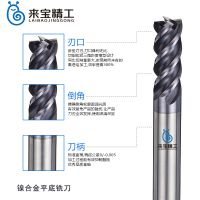
供应【来宝精工】德国4刃镍合金专用铣刀
缸盖是发动机的关键基础件之一,其上表面是罩盖安装面,下表面与缸体上表面配合,两侧面分别是进排气管接合面,前面是前罩盖,后面是变速器,六个表面都是配合表面,要求尺寸准确,相互垂直,德国铣刀既要有好的平面度,更要有低的表面粗糙度。
切削技术的飞速发展是机械加工走向了高速、高效切削,而要实现缸盖的高效、高速加工,除了必须有科学、***、合理的加工工艺和高性能的加工机床,还有选择专业的加工刀具。
缸盖面铣及凸台加工
AMA01、AMP01系列高速铣刀,刀体采用经特殊处理的高强度铝合金制作,质量轻,切削速度可达5000m/min;动平衡性能好,加工精度高。
多功能铣削加工
AL系列整体硬质合金立铣刀,锋利的切削刃及大螺旋角设计,有效防止积屑瘤的产生;全刃口抗振设计,加工表面质量高。
轴承半圆孔加工
BMR04系列精铣球头刀,切削性能优越,轮廓加工精度高,4刃铣刀适用于半精铣及精铣加工。
阶梯孔加工
专用刀具,刀片刃口呈阶梯形,螺钉压紧,转位方便,一刀成型,效***。
火花塞孔加工
钻削:火花塞孔专用钻头,钻孔和孔口倒角一次性完成,加工效***;
攻丝:优化设计的全新丝锥,实现高精度的螺纹加工。
导管孔加工
方案一:
先钻孔后铰孔
钻削:铝合金加工用直槽钻,***自定心能力,可高效加工并获得较高的位置度、直线度及表面光洁度。
铰削:导管孔专用铰刀,双容屑槽设计,排屑顺畅,内冷结构,冷却充分,加工孔圆柱度、同轴度、精度高。
方案二:
使用专用的非标刀具,导管孔和座圈一次复合成型加工,镍合金铣刀可以获得高的位置度并节省节拍。
型腔加工
三面刃铣刀,螺钉压紧结构,定位精度高,加工表面质量好;德国4刃镍合金专用铣刀双齿结构,加工效***。